隔墻板機械設(shè)備研發(fā)定制生產(chǎn)廠家
成型生產(chǎn)線解決方案提供商
服務(wù)熱線:
0395-8881888
15565901111
歡迎訪問隔墻板機-輕質(zhì)隔墻板機-全自動墻板機-臨潁縣吉源機械設(shè)備有限公司網(wǎng)站!
隔墻板機械設(shè)備研發(fā)定制生產(chǎn)廠家
成型生產(chǎn)線解決方案提供商
服務(wù)熱線:
0395-8881888
15565901111

手 機:15565901111
電 話:0395-8881888
郵 箱:15565901111@163.com
網(wǎng)址:www.shengtai99.com
地 址:河南省漯河市臨潁董畦開發(fā)區(qū)

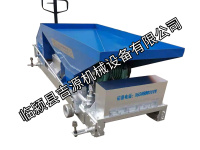
自動墻板成型機構(gòu)由框架、動力和電氣控制裝置、齒輪減速分配箱、進料斗、輸送螺桿絞刀、外部振動裝置、行走轉(zhuǎn)向機構(gòu)等組成。
1機架總成
采用兩根梁連接,連接牢固,可保證兩側(cè)模板、振動板、連接板的組裝。并能承受上部安裝的振動裝置、料斗、減速箱、電氣控制裝置等設(shè)置。前后升降輪在線平臺或平臺上運行,由前行走輪和后部滑塊支撐。
2減速箱總成。
減速分配裝置為齒輪減速,同時驅(qū)動多個螺釘。在導管的配合下,相對旋轉(zhuǎn),支撐螺旋給料裝置的擠壓成型。此外,減速箱還承受螺旋給料器的反向推力,驅(qū)動整機前進,實現(xiàn)整機的連續(xù)生產(chǎn)。輸送螺桿絞刀的前端通過螺釘與減速箱的齒輪軸連接。轉(zhuǎn)速為71r/mnin。給料螺桿在導管的配合下旋轉(zhuǎn)給料。輸送絞刀后端連接成型芯管,保證空心隔板內(nèi)孔光滑圓潤。
3螺旋給料管。
給料裝置在料斗、給料螺釘和導管的配合下,將物料送入振動裝置下部的成型腔。根據(jù)空心隔墻板的不同型號,機器配備不同直徑和數(shù)量的給料管。為了平衡給料器運行時輸送的輕質(zhì)復合混凝土,給料管的螺桿葉片長度設(shè)計為相同長度,螺距設(shè)計為不等距。螺釘數(shù)為偶數(shù),螺距與直徑(D)相同。導管開口軸長度為1~2D,另一段長度為1。
~1.5D。螺桿與導桿之間的間隙為0.1~0.2D。
4導料管
導管套在螺釘?shù)囊欢ㄎ恢茫瑢Σ牧系妮斔秃统尚推鹬浅V匾淖饔谩C器的主要磨損部分是輸送螺旋螺釘和導管。因此,螺旋帶的推力表應耐磨。螺釘材料為65mn。為了提高耐磨性,可采用高速工具鋼W18Cr4V,淬火后硬度超過HRC63。低碳馬氏體淬火技術(shù)也可達到HRC62以上。導管材料為HT300或ZG270~500。高級合金鋼采用稀土硼碳氮共滲表和噴焊熱處理工藝解決模型腔內(nèi)摩擦較大的部件。
5振動裝置
振動裝置由特殊的0.5kW平板振動器、減振墊和振動板組成。振動板采用直徑螺釘加成型腔內(nèi)的壓力,使成型機后部在生產(chǎn)過程中始終懸浮,并通過兩個動螺釘旋轉(zhuǎn)松動。
材料處于準流體狀態(tài),是成型機的核心部件之一。擠壓成型機的振動裝置固定在專門設(shè)計的振動支架上。振動力通過平板將振動力傳遞給材料。調(diào)整平板振動器支架橡膠墊可獲得不同的振動效果。
3.1.6后成型管。
后成型管是隔墻板的芯管。YG11硬質(zhì)合金鑲嵌在后成型管的外表面,避免局部磨損,使用壽命超過10萬平方米。
3.1.7動力及電控裝置。
成型機的動力部分由主電機驅(qū)動螺桿通過減速箱輸送材料振動裝置,并促進設(shè)備運動,副電機驅(qū)動振動裝置。此外,還配備了起重裝置和安全保護裝置。為了適應振動狀態(tài)下的工作,配電箱和框架設(shè)計為多自由連接。所有的電氣控制線路都布置在箱內(nèi),主線通過配電箱后面的出口孔與電源和電機連接,便于自動控制。
3.1.8行走裝置。
行走裝置由前后升降輪系統(tǒng)組成。前輪為方向輪,后輪系統(tǒng)為同步升降機構(gòu),方便靈活調(diào)整整機。
工作原理
成型機在水泥平臺上工作,將料斗中的物料通過一組螺釘?shù)男D(zhuǎn)擠壓推入成型腔,在振動器的振動板上使用直徑螺釘來增加成型腔的壓力。當振動部件的振動力達到一定值時。
當時,尾部配重端呈玫瑰半懸浮狀態(tài),使整機在生產(chǎn)過程中始終處于懸浮狀態(tài),材料顆粒產(chǎn)生相對共振,相對位移,逐漸填補間隙,松散的材料呈準流體狀態(tài)。輕混凝土在螺釘旋轉(zhuǎn)擠壓壓力的作用下,達到標準化工作塑化流體狀態(tài),擠壓致密,在成型腔內(nèi)成型。準流體狀態(tài)下的材料對整個成型腔的摩擦阻力降低,擠壓致密的材料對旋轉(zhuǎn)螺釘產(chǎn)生反應力,促進整機前進。
當物料不斷從進料口輸送時,成型機不斷向前行走,實現(xiàn)板面平整、邊角整齊、榫楠空心輕質(zhì)多孔隔墻板的連續(xù)生產(chǎn)。制板速度保證在0.9~1.3m/min。成型板寬度600mm,厚度60~80aun,長度可根據(jù)用戶要求切割,板邊可分別有凸凹榫槽。
操作及調(diào)整
開機前的準備工作。
①檢查各緊固件是否松動。
②確認減速箱內(nèi)的潤滑油數(shù)量是否符合要求。
③檢查成型腔高度是否符合規(guī)定尺寸。
④檢查整機是否可靠接地。
⑤檢查電氣控制部分是否正常。
⑥檢查振動效果是否良好。振動均勻,機架振動盡可能小。
⑦通過上述檢查確認正常后,啟動主電機,觀察螺釘旋轉(zhuǎn)是否正確。如果不正確,可以調(diào)整電源。
⑧攪拌材料合格后方可使用。
2操作方法
①采用轉(zhuǎn)向開關(guān)對主,副電機控制。
②打開電源后,給料斗,啟動主電機。當材料被推到出口并開始積累時(在出口處放置擋板,防止材料繼續(xù)相對移動地面),然后啟動振動電機。30秒后,擠壓機開始進入正常工作狀態(tài)。此時,主、副電機同時工作,機器開始前進,并推出空白板。
③當坯板被正常擠出時,應測量所制板的尺寸,并觀察制板的質(zhì)量,如不符合要求,應查明原因,并立即排除。
④機器應在工作過程中運行到現(xiàn)場終點。如果材料停止和故障,可以隨時停止。當再次啟動時,振動器必須啟動5秒,然后啟動主電機。料斗內(nèi)盡可能少的進料,以減少更換工作位置的輔助勞動。現(xiàn)場終點應使用黃砂或細煤渣清潔螺釘和成型腔。如果主電機先啟動,然后啟動振動器,將導致主負荷增加,嚴重損壞部件,局部板裂紋。因此,在操作過程中應特別注意。
成型機完成后,應從現(xiàn)場拉出,用黃砂或細煤渣清洗螺釘和成型腔,然后用壓力水清洗螺釘和成型腔,特別是螺釘槽,否則會影響下一個板的質(zhì)量。清理完畢。
之后,用膨脹珍珠巖再次清洗吸水,然后刷油除銹。空載時注意不要啟動振動電機。
聯(lián)系人:張先生
手機:15565901111
電話:0395-8881888
郵箱:15565901111@163.com
網(wǎng)址:www.shengtai99.com
地址:河南省漯河市臨潁董畦開發(fā)區(qū)
Product
產(chǎn)品導航
(微信掃一掃)